




En la intersección entre la tradición y la modernidad, la arquitectura vernácula emerge como una […]
Categorías de Publicaciones
Reconhecido e confiável pelos melhores





![]()



Artículos Recientes

¡Feliz Cumpleaños, Edificio! Celebrando los aniversarios de los hitos arquitectónicos
¡Bienvenidos al emocionante mundo de los hitos arquitectónicos y sus aniversarios! ¡Feliz Cumpleaños! En cada […]

Mercado interior de Markthal en los Países Bajos
Markthal es un mercado cubierto de Rotterdam, situado entre Binnenrotte, Hoogstraat y Blaak. Se inauguró […]

Planta de incineración de Spittelau en Austria
Es poco probable que un forastero adivine lo que hay dentro de este edificio alegremente […]

Bodegas Marques de Riscal en España
Herederos del Marqués de Riscal es uno de los más famosos en la producción de […]
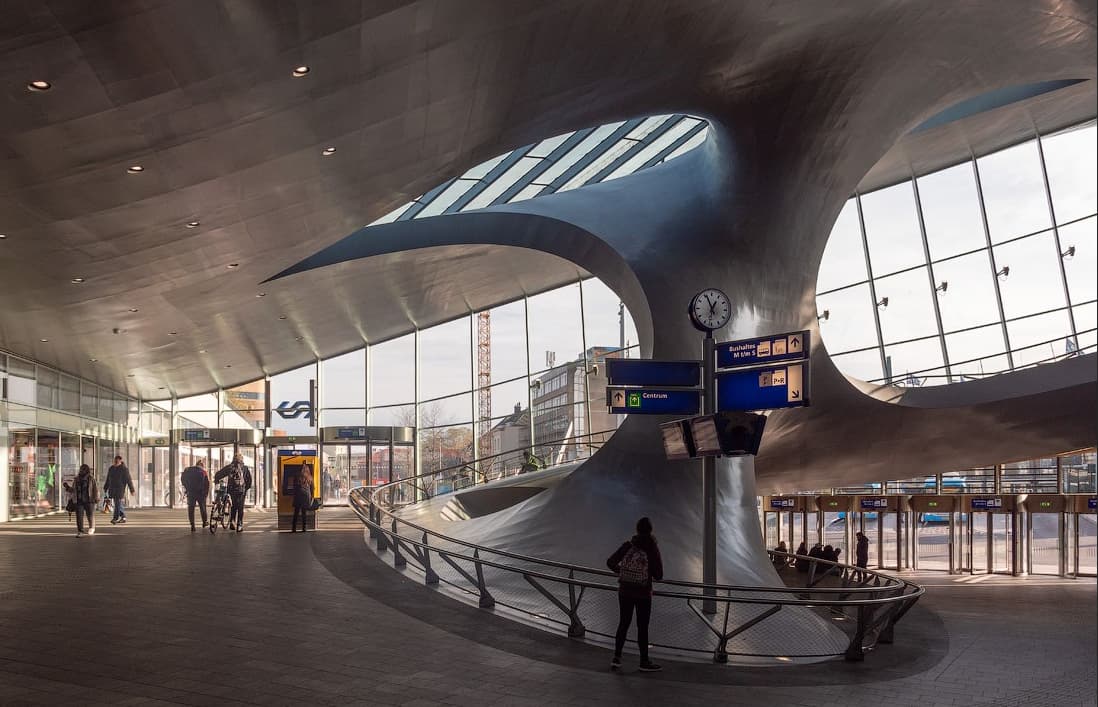
Estación de tren de Arnhem en los Países Bajos
El edificio de esta estación en los Países Bajos fue completamente reconstruido en 2015. Su […]

Hotel Scandic Victoria en Suecia
La Torre Scandic Victoria es un rascacielos de Estocolmo, Suecia. También se conoce como la […]

Oficina de Vodafone en Portugal
Este proyecto es el resultado de un concurso organizado por la empresa de telecomunicaciones Vodafone […]